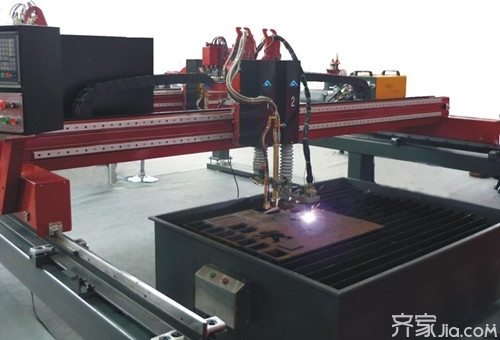
数控火焰切割机的应用场合主要限于碳钢、大厚度板材切割,在中、薄碳钢板材切割上逐渐会被等离子切割代替。下面小编就为大家介绍一下数控火焰切割机的安全操作规范,都来涨涨知识吧。
数控火焰切割机的安全操作规范
1、火焰切割机操作人员必须经过培训合格方可上岗操作.
2、操作人员必须按规定穿戴好劳保护品方可进入工作岗位。
3、操作人员要把切割机附近有碍安全操作的物料清理干净。
4、操作人员正式开机前要全面检查设备各部位有无异常情况,如发现异常情况,应立即向生产经理报告,采取有效措施消除异常后方可准备开机。
5、开机前要对规定的各润滑点进行注油润滑。
6、正式切割前纵横上下空运行,看是否正常。
7、要查看气源压力表指针位置是否合要求,如果气源压力表指示过低,说明气源压力不足,应调气瓶控制阀或更新气瓶。
8、一切预先检查正常后可按规定程序开机操作。
9、正常工作情况下要时刻注意设备运行情况,如有不正常应停机处理后再工作,停机要按停机程序进行。
10、在上板和下件时要注意吊放安全操作。如果需要站到支架台面上做事,要特别注意摔倒和划伤。
11、工作中要按工件厚度调好燃气压力。
12、在工作结束时,关闭电源、气源,要清理好现场,同时对纵横导轨表面粉尘污物擦拭干净,涂上一层油膜。
使用数控火焰切割机小窍门
数控火焰切割机切割时一般选用中性焰或轻微的氧化焰。在切割过程中要保证火焰的强度要适中,应根据工件厚度、割嘴种类和质量要求选用预热火焰。
在气割厚钢板时,龙门式数控火焰切割机由于气割速度较慢,为防止割缝上缘熔化,应相应使火焰能率降低;若此时火焰能率过大,会使割缝上缘产生连续珠状钢粒,甚至熔化成圆角,同时还造成割缝背面粘附熔渣增多,而影响气割质量。如在气割薄钢板时,因气割速度快,可相应增加火焰能率,但割嘴应离工件远些,并保持一定的倾斜角度;若此时火焰能率过小,使工件得不到足够的热量,就会使气割速度变慢,甚至使气割过程中断。
下面是我们总结的一些使用过程中的小窍门:
1、预热火焰的功率要随着板厚的增大而加大,割件越厚,预热火焰功率越大;
2、在切割较厚钢板时,应采用轻度碳化焰,以免切口上缘熔塌,同时也可使外焰长一些。
3、使用扩散型割嘴和氧帘割嘴切割厚度 200mm 以下钢板时,火焰功率选大一些,以加速切口的前缘加热到燃点,从而获得较高的切割速度。
4、切割碳含量较高或合金元素教多的钢材时,因为他们燃点较高,预热火焰的功率要大一些。
5、用单割嘴切割坡口时,因熔渣被吹向切口外侧,为补充能量,要加大火焰功率。

数控火焰切割机将传统的火焰切割方式与数控自动化技术相结合,可用于6mm厚度以上的碳板及普碳板切割加工,考虑到国内市场的钢材使用情况,数控火焰切割仍然占有较大的市场。
以上就是小编为大家带来的介绍,想了解更多相关知识请持续关注齐家咨询,更多精彩咨询敬请期待。