薄木(俗称:木皮,单板;英文:veneer;以下统称薄木)及其贴面装饰业起步于上世纪50年代,经半个世纪的发展,已具备了相当的规模。特别是近二十年来,随着我国家具制造业及装饰装修行业的跳跃式增长,其发展更是突飞猛进,涌现了大量的业界行家。
近十年来,我国家具制造业及装饰装修业大量使用薄木贴面工艺生产。以下是有关薄木的一些探究,仅供大家参考:
一、 薄木的分类:
1、按厚度分类
厚度大于0.5㎜称为厚薄木;反为微薄木。
2、按制造方法分类
可分为刨切薄木;旋切薄木;锯切薄木;半圆旋切溥木。通常情况用刨切方法制作较多。
3、按形态分类
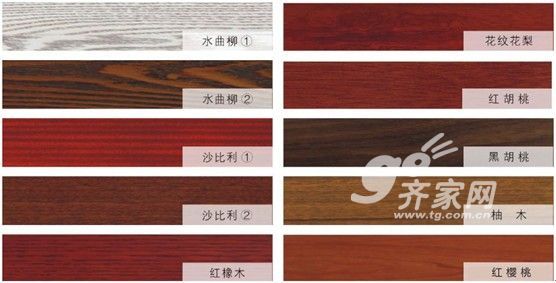
可分为天然薄木;染色薄木;组合薄木(科技木皮);拼接薄木;成卷薄木(无纺布薄木)。
4、按来源分类
国产薄木;进口薄木。
二、 薄木的质量项目:
1、厚度及均匀度、长宽及误差、含水率
2、早材和晚材
每一年轮内,靠髓心部分是每年生长季节初期形成的,材色浅、组织松、材质软,称早材(春材);靠树皮部分是后来生长的,材色深、组织密、材质硬,称晚材(秋材、夏材)
3、 边材和心材
某些树种靠近树皮部分的材色较浅,在树木伐倒时,这一部分的水分较多,称边材。在髓心周围材色较深、水分较少的部分,称心材
4、 花纹、色差、光滑度、矿物线
三、刨切薄木制造工序
通常,加工天然薄木的是采用刨切的方法。其工序流程如下:
原木→截断→剖方→软化(汽蒸或水煮)→刨切→烘干(或不烘干)→剪切→检验包装→入库
以下仅介绍其中三个重要环节:
1、截剖
原木进厂后,首先要按照所需长度截成木段,而后再剖制木方时,必须根据原木直径、木材纹理和木方在刨切机上的固定方法选择锯剖方案,使刨切的薄木宽度不小于有关要求。
方案合理不仅出材率高,而且制得的径切薄木多,弦切薄木少,所得产品装饰价值高。不同径级的原木要采用不同的锯剖方案。
2、蒸煮
木方经过蒸煮(即水热处理)以后,木材的可塑性增加。提高木材塑性的最有效方法是将温度和含水率这两个因素同时配合调整,即提高木材的温度同时又增加木材的含水率。这就是实际生产中通常用饱和蒸汽或热水对木方进行蒸煮处理一水热处理的原因所在。
首先,木方放入蒸煮池时,应按树种,木方规格分别进行;水温最好保持常温,并缓慢升温,以免因热应力导致木方开裂。升至 40℃以上时,更应放慢升温速度;蒸煮过度也会降低薄木质量;蒸煮池应经常常清除树脂、树皮、泥沙,并经常换水,以减少木方污染;蒸煮处理后的木方应及时放入刨切机前的贮木温水槽中,保温在40~50℃范围(随树种和薄木厚度而定)。
3、干燥
干燥后含水率一般要求在8%~12%为宜,薄木干燥设备有连续作业的滚筒式干燥机和带式干燥机以及间歇作业的干燥室。干燥室是老式干燥设备,很不经济,但干燥质量较好。应用最广泛的是滚筒式干燥机。比较簿的薄木,特别是厚度小于0.4mm的薄木,必须采用带式干燥机。