游标卡尺
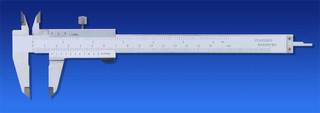
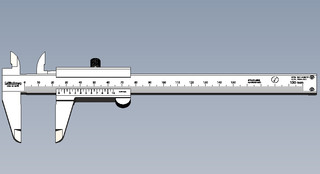
游标卡尺,是一种测量长度、内外径、深度的量具。游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。若从背面看,游标是一个整体。主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等。
游标卡尺,是一种测量长度、内外径、深度的量具。游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。若从背面看,游标是一个整体。主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等。